- Saudi Arabia
- info@mit-est.com.sa


MIG-MAG welders, TIG welders, TIG inverter, electrode inverter, Electrochemical workpiece machining, welding accessories, oxyfuel technology



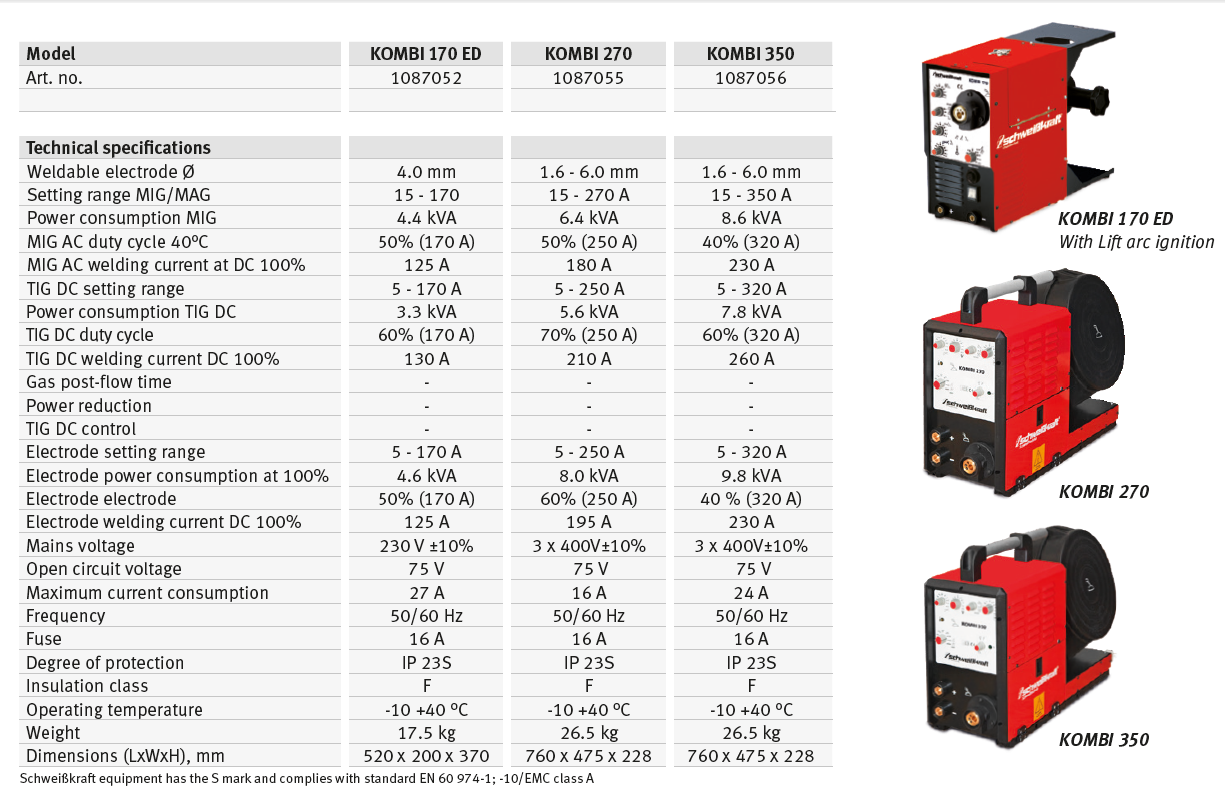
KOMBI model range for MIG/MAG, TIG and electrode welding
Light and robust multifunctional inverters, ideal for use on the construction site
Hot-start function
Arc force control
Anti-stick function
Pulse welding in TIG mode with pulse box
MIG welding without a cylinder (KOMBI 170 ED)
Lift-Arc ignition
(KOMBI 170 ED, KOMBI 270, KOMBI 350)
Configurable electronic choke
(KOMBI 170, KOMBI 270, KOMBI 350)
4-roll feed
(KOMBI 270, KOMBI 350)

OPTIgrind DBS 75

ROMI GL Series Turning Centers

High Productivity & Speeds When you choose JMT
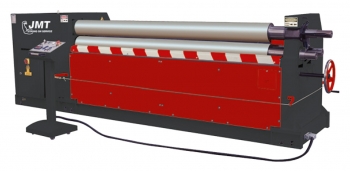
This model is designed for light to medium jobs.
For more information don't hesitate to contact us.
Contact us